
Řízení podniku
Tahové řízení výroby – KANBAN
29.6.2023
Pro plánování a řízení výroby jsou v našich výrobních firmách využívány dvě zásadně odlišné metody: Tlakové řízení a tahové řízení.
Tlakové řízení je založeno na celkovém pokrytí celého nákupního, prodejního, skladovacího a výrobního procesu informačním systémem, který pomocí funkcí MRP posuzuje budoucí poptávku a dynamicky v čase propočítává její pokrytí stávajícími zásobami, rozpracovaností a materiálem na cestě a generuje požadavky na dokoupení chybějících materiálů a příkazy k výrobě. Říkáme, že tlačí materiálový tok od nákupu přes výrobu k pokrytí předpokládané poptávky zákazníků.
Pro představu si můžeme vytvořit následující model:
Tahové řízení je naopak založeno na skladech (supermarketech) naplněných zásobami potřebnými k pokrytí předpokládané poptávky a jejich doplňování v momentě faktického poklesu pod stanovené optimum. Nedostatek na skladě tedy dává tahový signál k doplnění svému zdroji. Doplňování probíhá po předem stanovených optimálních dávkách, kterým odpovídají přepravky nebo boxy. Pokud zdroj vidí, že v cílovém supermarketu je prázdné místo, zahájí jeho doplnění. Pokud je supermarket od svého zdroje příliš vzdálený na to, aby se tam operátor pořád chodil dívat, dávají se na každou přepravku KANBAN karty, které pomáhají doplňování tahem realizovat a zároveň označují zásobu v přepravce. Když operátor z cílového supermarketu odebere přepravku s artiklem, sundá z ní KANBAN kartu a vloží ji do schránky. Mezi zdroji a supermarkety neustále pendluje manipulant, který převáží prázdné přepravky a KANBAN karty ke svým zdrojům. U zdrojů jsou tabule, do nichž manipulant zasouvá KANBAN karty reprezentující prázdná místa v supermarketech – tedy tahové signály. Operátoři na zdrojích pak přepravky naplní, položí na ně KANBAN karty sejmuté z tabulí a manipulanti je pak převážejí do cílových supermarketů. Na každé KANBAN kartě je napsáno, který artikl reprezentuje, množství (optimální dávku) v přepravce, cílový supermarket a zdroj.
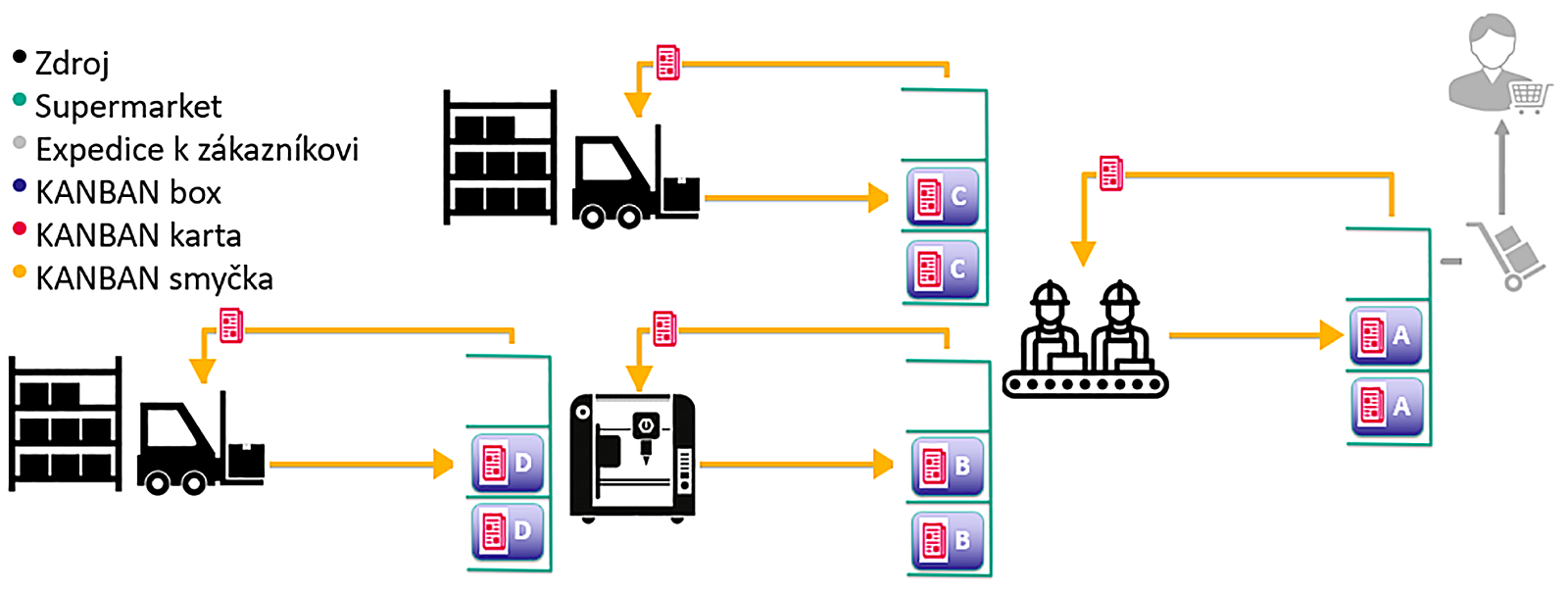
Celý materiálový tok lze rozbít do několika na sebe navazujících fází, mezi nimiž se zásoby přelévají. Tyto fáze jsou zcela nezávisle na okolí řízeny pomocí KANBANů – tak vznikají tzv. KANBAN smyčky.
Na skladě hotové výroby budeme držet výrobek A v optimálním množství 30 kusů rozdělených do tří přepravek po deseti kusech. Expedient bude postupně výrobek A expedovat až vyprázdní první přepravku. Sejme z ní KANBAN kartu a pošle ji na zdroj, např. Montáž. Montáž na tento tahový signál zareaguje výrobou deseti výrobků A z komponent B a C. Ty má připravené v supermarketech – policích na Montáži. Tím, že komponenty B a C ze supermarketů odebírá, dojde po čase k vyprázdnění přepravek a vzniknou další tahové signály v těchto samostatných KANBAN smyčkách. B může být třeba vyráběný dílec, takže zdrojem bude CNC pracoviště, C bude materiál, takže zdrojem bude Sklad materiálu. KANBAN lze řetězit nejen přes vlastní pracoviště a sklady, ale lze jej použít i v rámci dodavatelského řetězce. Vynikají v tom japonské firmy, protože TOYOTA KANBAN před mnoha lety vynalezla a od té doby se rozšířil do celého světa.
Jak vidíte, KANBAN lze použít zejména u opakovaně vyráběných nebo nakupovaných artiklů a nevyžaduje drahé informační technologie. Jeho nepřítelem je však fluktuace lidí (manipulanti a operátoři musí perfektně znát své procesy a vazby), zmetkovitost, ztráty KANBAN karet, optimalizace parametrů KANBAN smyček při změnách poptávky, chybějící nákladové údaje pro controlling, komunikace tahových signálů při větších vzdálenostech a další.
Proto implementujeme stále častěji elektronický KANBAN jako součást podnikového informačního systému. Část výroby může být řízena tlakově pomocí MRP a konkrétní opakovaně vyráběné/ nakupované artikly označíme jako tahově řízené. Systém dokáže dle historických údajů o obrátkovosti a výrobních časech nebo průběžných dobách navrhnout parametry KANBAN smyček, vygeneruje elektronické KANBAN karty a vytiskne jejich papírový obraz pro fyzickou identifikaci zásob. Na těchto kartách jsou čárové kódy, takže při vyprázdnění KANBANu stačí kartu naskenovat a ihned vzniká nejen skladový pohyb systému včetně účetní transakce, ale i tahový signál, který systém zobrazí na elektronické tabuli (na monitoru) u příslušného zdroje. Zdroj skenuje výrobu a tím naplní prázdný KANBAN box a zároveň generuje tahové signály pro doplnění komponent. Manipulant skenuje a převáží KANBAN box do cílového supermarketu, čímž dochází v systému ke skladovému pohybu i k účetní transakci a supermarket je doplněn. Tak získáme výhody tahového řízení bez tradičních slabin včetně digitalizace výroby pro následný controlling.